Third, screen printing process of rotating plastic containers
Rotary body plastic prints mainly refer to cups, bottles, cans, cans, and the like. They have cylinders, cones, ellipses, and other shapes. The printing position can be a frontal section or two front and back sides, and it may also be full-circumference.
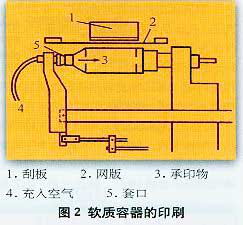
Figure 2 Printing of Flexible Containers
Rotary plastic container screen printing to be in Figure 2
Show on the equipment. In the center of the stamp pad, there is a rotary support for the positioning of the prints. At the rear of the stand there is a conical plug head that matches the diameter of the container. The head is connected to the compressed air pump to inflate the flexible plastic container during printing, so that it has a force to resist the printing pressure. In the middle of the bracket, there is a set of support rollers that conform to the outer diameter of the container. The front end of the bracket has a chuck that matches the bottom of the container. The positioning pin on the chuck is matched with the positioning pin groove that is injected through the bottom of the container. When the printing plate is squeegeeed, the cone plug, the backup roller, and the chuck are used for the wire-speed transfer. After a plate is printed, the positioning pin of the chuck still returns to the positioning point.
When the plastic container is printed, the busbars of the rotary printing material should be placed in a parallel state with the plane under the screen. During the printing, the screen plate and the printing material always move in line contact with each other, and a line rolling movement is formed between the screen plate and the substrate.
1. Cone printing and operation
(1) Cone printing and plate making
Cone printing plates and cylindrical printing plate making are not the same, the cylindrical printing surface development is a straight plane pattern, and the cone printing surface development is a fan-shaped pattern, is radian. Therefore, before the cone is printed, the difference between the circumferences of the upper and lower cones of the cone is calculated and a fan-shaped graph is drawn. The more accurate method is to print the pattern and text imprinted on the substrate on a piece of paper, make a fan-shaped image, and then cut off and enclose it on the cone. The resulting screen is more accurate. According to the size of the taper of the container, adjust the angle between the centerline of the printing material and the horizontal direction so as to ensure the horizontality (generally within 8°) of the printing surface of the printing material and the screen plate. When printing, the printing pressure of the squeegee should pass through the centerline of the substrate (see Figure 3).
Figure 3 Fanning of Cone-shaped Objects
(2) Adjustment of cone printing and printing machine parts
Cone printing and cylinder printing are also different. The printing plate of the printing cylinder substrate moves horizontally and linearly, and the printing plate of the printing cone is horizontally oscillating with the cone top as the center. The conical object is a big head and a small head. When printing, the printing material placement bracket and the printing material on the printing machine (see Figure 4) are first adjusted to be parallel to the screen, and then the swing radius of the screen movement is adjusted, similarly printed. The cylindrical method prints the tape substrate.
Figure 4 Cone screen printing structure $ page break $
2. Ellipsoid printing process ellipsoid printing features
The ellipsoidal plastic container has a wide range of uses and is often used in packaging containers such as detergents, shampoos, medicines, and cosmetics. As shown in FIG. 5, the ellipse printing is based on the O point, and the radius R is used for the circular motion. Therefore, the special printing jig shown in FIG. 6 is required. The radius of rotation of the fixture is the radius of the large elliptical surface (printing surface), and the radius of the steel wire disk used for the rotation of the substrate is the radius of the large elliptical surface. The ellipsoid printing method is different from other printing methods. Before the printing of the ellipsoidal substrate, the fixture is first made according to the external dimensions of the ellipsoid, the purpose is to hold the substrate on the substrate support of the printing machine, so that the substrate rotates in synchronization with the ellipsoidal substrate during the printing process. 180°. In addition, the degree of rotation should be adjusted according to the length of the printed pattern surface.
Figure 5 Ellipse printing
Figure 6 Oval printing device
(2) ellipsoidal printing and printing machine debugging
Before printing, first fix the screen plate in the horizontal plane, then put the elliptical substrate into the fixture, shake the substrate lifting bracket on the printer to the top, so that there is a gap between the substrate and the screen. )distance. Then adjust the pressure of the tongue U plate applied to the screen, require moderate pressure, and have a suitable round trip, and also adjust the ink return plate. At last, manually rotate the printing press and adjust the cooperation of the printing machine for the second time. After confirming the accuracy, press the printer again.
Fourth, non-rotating plastic screen printing process
After the plastic container is molded, the graphic characters can be printed directly with the plastic ink, and monochrome and various colors can be printed. The process is simple and the cost is low. Radios, tape recorders, televisions, home appliances, and computer shells use modified polystyrene, high impact polystyrene, ABS plastics, and plexiglass. In recent years, various domestic electronic products have been widely used in plastic screen printing.
The main points of non-rotating plastic containers for screen printing are as follows.
(1) The original film and the edges of the graphics must be flat in order to reduce the jagged edges of the prints. The distance between the strokes must be increased by about 0.1 mm from the actual effect to avoid errors caused by the natural leveling of the ink.
(2) The direct sensitization method uses polyester meshes of more than 110 mesh/cm. This is because the stability of the polyester mesh is high, the edge of the print can be improved, and the distortion of the screen is reduced. Tension measurements should reach about 1.5 mm when stretched (mm tensiometer).
(3) Apply solvent-resistant screen-sensitive or photo-sensitive film plate.
(4) When printing irregularities, it is necessary to make applicable
Fixtures and profiled screen frames. For example, when printing a curved container with a small curvature (about 30°), a curved arc-shaped net may be used without a curved printing machine.
1 Prepare two wooden strips first and plan them to the required curvature. And fixed in the wooden frame fixed mesh groove, mesh frame size is generally larger than the size of the print pattern 3 times. After being stretched into a net, an L-shaped hardware attachment is installed around the wooden frame to prevent the frame from being deformed, and the scraping edge of the scraping plate should be curved accordingly.
2 When the arc screen is exposed during plate making, it is important to note that the film must be tightly attached to the screen.
3 The prepared screen plate must be fixed on the workbench with a hinge to prevent it from shifting during printing and blurring the image.
(5) The correct choice of scraper hardness.
(6) To remove the release agent from plastic before printing, it is best to use a fat-based solvent and an alcohol-based solvent.
(7) Select the appropriate ink to form a good ink film.
(8) to fully understand the properties of the substrate, the correct choice of ink solvents, additives and prepress processing technology.
(9) Deinking agent is generally used when removing unacceptable prints. The following ink remover formula is recommended: 2 parts of alcohol plus 1 part (volume ratio) of tetrahydrofuran, which can be used after mixing evenly to remove the printing ink without damaging the surface of the plastic product.
Masyounger heavy duty Safe Box is fireproof and has high security system. How important a security lock system is! The safe box weight could tell you the products quality. Also, with both regular and Mini Safe, Masyounger provides high quality cold rolled steel material. Metal safe box can be used in office, home, hospital, hotel, etc. And the dimension and style can be customized.
Safe Box
Safe Box,Finger Print Safe,Locker Safe,Lockable Safe
Masyounger Office Furniture , http://www.hi-masyounger.com