Second, determine the roller lining theory
The so-called drum lining is defined as the cylinder of the plate cylinder and the blanket cylinder, and a certain thickness of the cushion material is wrapped around in order to adjust the gap between the rollers so that the roller gear meshes at the tangent position of the gear pitch circle. Thus, the contact pressure required by the printing process is generated between the rollers.
The method of determining the lining of the roller depends on the configuration of the cylinder diameter of the lithographic printing machine, that is, in a group of plate cylinders, blanket cylinders, and impression cylinders, how large the diameters of the three rollers should be taken (here, the diameter of the rollers). It is the diameter of the drum including the liner, in order to obtain the ideal rolling state. For this reason, people put forward a variety of theories about the configuration of cylinders of lithographic printing presses through practice. To sum up, they can be divided into the theory of equal diameters and the theory of different diameters.
1. Equal-diameter lining theory. Equal-diameter lining theory holds that if the three rollers of the offset press have the same diameter, no sliding occurs between the rollers during the rolling, and an ideal rolling state can be obtained. In order to make the diameter of the blanket cylinder and the impression cylinder equal, taking into account the amount of extrusion of the blanket cylinder, the following processing should be performed:
The first treatment method is assuming that the extrusion amount (that is, the compression amount) is 0.1 mm, and both the blanket cylinder and the printing plate cylinder are made 0.05 mm above the section of the cylindrical surface, and the extrusion amount of 0.1 mm is obtained. However, due to the effect of the amount of squeezing, the deformation is mainly blanket, the plate cylinder is hardly deformed, and the cylinder diameter is equal, but in the middle of the embossing area, the blanket is -0.05 mm, and the plate cylinder is +0. .05mm, the diameter of the two rollers still varies.
The second method is to increase the blanket lining of the blanket cylinder so that it exceeds the 0.1 mm extrusion volume of the cylinder surface. On the surface, the cylinder diameters of the two cylinders are equal on the imprinted contact line, but the output of the blanket cylinder after the liner is 0.1 mm, and the plate cylinder is zero.
The above two methods of processing, the experimental results on the printing press and the expected results vary widely.
2. Reducing lining theory. Reducing liner lining theory is representative of the theory of geometric velocity difference and the sitz reduction theory.
1 geometric speed difference theory. This theory is the lining theory advocated in the original Soviet textbooks. It is also called the λ distribution theory. This theory holds that when the rigid plate cylinder and the elastic rubber cylinder come into contact, they have only one or two points of equal radius. The radius of the remaining points cannot be equal. Therefore, when the two rollers are brought into contact, only one or two points of line speed are equal, and the remaining points are not equal, thus causing surface slippage of the plate cylinder and the blanket cylinder.
People use geometric velocity difference theory to perform complex mathematical derivation in an attempt to find an ideal squeeze distribution to minimize slip. However, the mathematical model on which this theory is based differs greatly from the actual rolling state of blanket and plate cylinders. It believes that as long as the radius is inconsistent, it will lead to speed difference, there will be the existence of slip, ignoring the fact that the rubber layer is squeezed like water to compensate for the fact that it will produce or not produce slip. The theoretical discussion is only a few cases in the blanket, and the actual significance is not great.
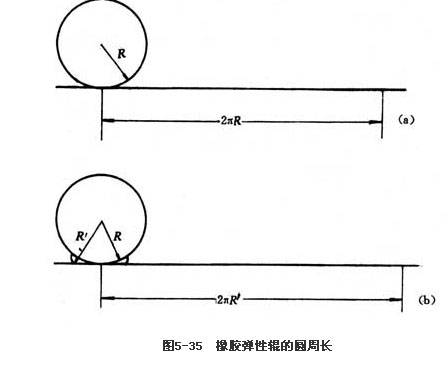
Figure 5-35 The circumference of the rubber elastic roller
2 Sites reduction theory. What led to this theory was an experimental study by Seth, Miller of the United States, on a smooth stage. The experiment was to put a roller with a radius R on the ink so that the roller would not be under pressure. Without slippage, rotate on a smooth test bench and measure one revolution of the rubber roll. The length of the ink mark on the test bench is 2πR, as shown in Figure 5-35(a). Then apply a certain pressure to the rubber roller and repeat the above test process. The length of the ink mark on the test table is 2πR′, as shown in Figure 5-35(b). Experiments have shown that R'>R, that is to say, exerts a pressure on the rubber roller without applying pressure to the rubber roller, and the radius has an increase ΔR=R'-R. The increase in the radius of the rubber roll due to pressure is due to the fact that the rubber is an incompressible elastomer (the so-called “incompressible†refers to the volume of the object under the action of the external force). When the rubber roller is squeezed, it is The bulging convex hull appears in the vicinity of the extrusion, and the distance from the vertex of the convex hull to the center of the rubber roller is approximately equal to the radius R′ of the rubber roller, which is naturally larger than the rotational radius R of the rubber roller that does not apply pressure.
The 1960 "Penrose Yearbook" published another experimental study by Miller of the UK, further confirming the above results. Miller uses two equal-diameter cylinders, one rigid and the other wrapped with a blanket, which is elastic. The two cylinders are driven at different contact pressures to drive the elastic cylinders to drive the rigid cylinders and measure their rotational speeds. As a result, it was found that the rotation speed of the follower cylinder increased with the increase of the contact pressure. Therefore, under the premise of keeping the speed of the driving cylinder constant, the actual turning radius of the driving cylinder will increase with the increase of the contact pressure, which is consistent with the results of Seitz's experiment. If you change the thickness of the blanket covered by the drive cylinder and use blankets of 0.19mm and 0.17mm respectively, you can see that the thicker the blanket driving the cylinder, the higher the rate of change of the follower cylinder, ie the drive The larger the actual radius of rotation of the cylinder. If the blankets that drive the cylinders are changed to cardboard, the situation will be very different. After the paperboard is pressed, it loses its elasticity quickly, causing the paperboard itself to be crushed. The actual turning radius of the drive cylinder is accordingly reduced, and the rate of change of the follower cylinder is also smaller and smaller, as shown in Figure 5 - 36 below the curve. In the Miller experiment, the elastic cylinder driven is equivalent to the blanket cylinder of the offset printing press, and the follow-up rigid cylinder is equivalent to the plate cylinder or the impression cylinder of the offset printing machine.
Based on the fact that the diameter of rubber elastic cylinder increases after its pressure is applied, the sitz reducer theory holds that the radius of the blanket cylinder must be smaller than that of the other two cylinder radii, that is, the radius of the printing cylinder is the largest, the radius of the impression cylinder is centered, and the radius of the blanket cylinder is the smallest. Or, the radius of the blanket cylinder is the smallest, and the radii of the plate cylinder and the impression cylinder are equal.
The Setz reduction theory is based on experiments and it clearly defines the rolling state of the blanket in the embossing zone. The roller lining method set up under the guidance of this theory is more correct through the inspection of production practices. The diameters of the rollers listed in Table 5-14 are set according to this theory.
Note: The thickness of the paper is 0.1mm
1)Mild to moderate ankle distortion
2)Chronic ankle instability
3)Prophylactic and therapeutic use in sport activities
4)Made of mesh fabric for great ventilation
5)Special designed PP for better fitting,supporting and light weight
6)Lace-up design for proper fastening as personal demand
7)Fits right and left foot
Ankle Guard,Ankle Stabilizer Brace,Ankle Compression Support,Ankle Strap,Ankle Holster,Gym Ankle Straps
Shijiazhuang AoFeiTe Medical Devices Co., Ltd. , http://www.aofit.com